This post was written and submitted by Chris Peitchinis, Vice President, Business Development, Tube-Mac Piping Technologies.
Piping systems need not to be installed in the same way they were 50 years ago. Strict cleanliness requirements can be achieved and labor costs can be reduced by using non-welded piping. Tube-Mac Piping Technologies, founded in 1977, has been providing the latest in non-welded piping solutions to its customers almost 40 years.
Three basic procedures exist for joining high-pressure pipe or tube: flaring the pipe to 37°, grooving the pipe to accept a retain ring and swaging a fitting on to the pipe. Hot work permits and x-ray are no longer required. Welding or threading the flanges or fittings onto the pipe is unnecessary.
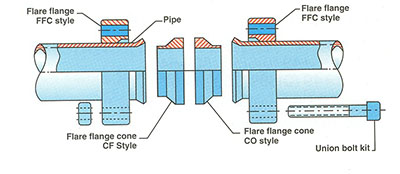
The first method, whereby the pipe is flared to 37°, uses two internal cones (see Figure 1). A union joint consists of two flare flanges, one O-ring face cone with an O-ring seal (CO style), and one flat face cone (CF style). Both internal cones have back-up O-rings. The flanges are slipped onto the pipe before flaring; the internal cones are then positioned in the pipe. Bolting the connection together draws the flared pipe and cone into contact with each other, providing an elastomer seal at the flare and at the face. Sizes available from 0.5 to 8 in., with SAE or ISO flanges, and can withstand pressures to 400 bar.
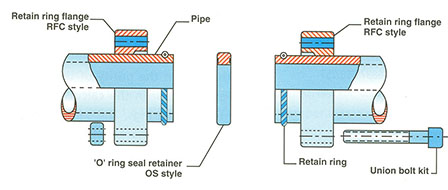
The second method uses heavy wall pipe on the retain ring connection and has a machined flat surface on the butt end of the pipe (see Figure 2). An annular groove on the outside diameter accepts the retain ring. After machining, the flange is slipped onto the pipe and the retain ring is sprung over the pipe’s outside diameter, nestling in the machined annular groove. An O-ring seal retainer is inserted between the two butt ends of the pipes. Bolting the flanges together draws the pipe against the retain rings and locks it against the O-ring seal retainer. Pipe sizes from 1.5 to 10 in. with SAE or ISO retain ring flanges, again withstanding pressures to 400 bar.
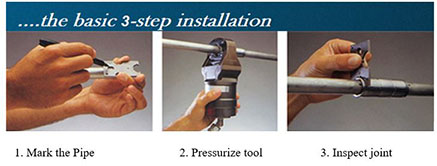
With the third method, PYPLOK mechanically attached fittings are installed cold, in seconds, by swaging the fitting on the pipe with a hydraulic hand held tool. The actual swage cycle time varies by size but typically from 10 to 30 seconds. The hand held pre-engineered swage tool assures repeatability and reliable connections every time. There is no need to rely on the strength of the installer to tighten bolts or nuts.
 PYPLOK connectors have two elastomeric O-ring seals at each end. The inner O-ring seal closes off all the potential leak paths and the outer O-ring seal on the end of the fitting acts as a back-up and an “Environmental” seal to prevent sea water or other contaminants from entering between the fitting and the pipe.
PYPLOK connectors have two elastomeric O-ring seals at each end. The inner O-ring seal closes off all the potential leak paths and the outer O-ring seal on the end of the fitting acts as a back-up and an “Environmental” seal to prevent sea water or other contaminants from entering between the fitting and the pipe.
Applications range from hydraulic oil, lubrication, paint lines, steam trace, gases such as nitrogen, and air. Sizes for O.D. tube 1/4 to 2 in., metric tube 6 to 60 mm and NPS pipe 1/4 to 3 in. The connector is dependent on outside diameter so the pipe can be any thickness. PYPLOK connectors can handle pressures up to 9,000 psi (690 bar) depending on the size, material and safety factor.

PYPLOK conforms to standard end connections, SAE, NPT, DIN and SAE and ANSI flange patterns Apart from standard shapes such as tees, 45˚ and 90˚ elbows and reducers, custom connectors are also available.
The material costs for non-welded technologies are marginally higher than a traditional welded pipe system. However, when the “material and labor costs” are combined to identify the total installed system cost, 45 to 65% savings were realized. Total installation cost savings far outweighed material costs.
Tube-Mac Piping Technologies
www.tube-mac.com
www.pyplok.com
Leave a Reply